關鍵詞 |
濟寧新款信號燈,信號燈桿,濟寧信號燈,供應信號燈 |
面向地區(qū) |
人行橫道信號燈表示:
(一)綠燈亮時,準許行人通過人行橫道;
(二)紅燈亮時,禁止行人進入人行橫道,但是已經(jīng)進入人行橫道的,可以繼續(xù)通過或者在道路中心線處停留等候。
車道信號燈表示:
(一)綠色箭頭燈亮時,準許本車道車輛按指示方向通行;
(二)紅色叉形燈或者箭頭燈亮時,禁止本車道車輛通行。
方向指示信號燈的箭頭方向向左、向上、向右分別表示左轉、直行、右轉。
閃光警告信號燈為持續(xù)閃爍的黃燈,提示車輛、行人通行時注意瞭望,確認安全后通過。
道路與鐵路平面交叉道口有兩個紅燈交替閃爍或者一個紅燈亮時,表示禁止車輛、行人通行;紅燈熄滅時,表示允許車輛、行人通行。
信號燈規(guī)則
條 為加強城市交通管理,便利交通運輸,維護交通安全,以適應國家經(jīng)濟建設的需要,制定本規(guī)則。
第二條 機關、、團體、企業(yè)、學校的人員、車輛駕駛員、市民以及臨時來往城市的一切人員,都遵守本規(guī)則并聽從交通民警的指揮。
第三條 機關、、團體、企業(yè)、學校等部門的車輛管理人員和乘車人員,不準迫使、縱容駕駛人員違犯本規(guī)則。
第四條 遇到本規(guī)則沒有規(guī)定的情況,車輛、行人在不妨礙交通安全的原則下通行。
第五條 駕駛車輛,趕、騎牲畜,都在道路的右邊行進。
第六條 沒有經(jīng)過當?shù)氐耐猓粶收加萌诵械馈④囆械阑蜻M行其他妨礙交通的活動。
第七條 鐵道與街道交叉的路口,安裝護欄等安全設施。
信號燈桿生產(chǎn)工藝流程
卷板開平--原材料檢驗無問題入庫--出庫--卷桿車間--裁剪下料--模壓卷桿--砂紙打磨除銹--埋弧焊接--補焊打磨--整桿--相貫線切割下料(開門、開孔、斷料、齊頭)--平板激光下料--焊接制作(上工裝、打樣)--焊接方法:氣保焊、氬弧焊、激光焊、電焊)--焊接工藝:外焊、內(nèi)焊、點焊、分段焊、滿焊、鉚釘焊--打磨--熱鍍鋅--噴塑--整桿--攻絲--打膩子--機械打磨--人工打磨 --粗磨 --精磨--噴涂--烘烤--出爐--檢查--修復--檢查--組裝--檢查--包裝 (普通氣泡袋+毛氈包裝+法蘭膠條+無紡布+包裝薄膜、打木架、木托、裝車、發(fā)貨清單、到貨簽收)
泰耀照明法蘭:法蘭材質(zhì)一般是Q235,法蘭大誤差25絲(比如10mm,要達到9.75mm以上),法蘭下料分為剪沖下料、等離子切割下料以及激光切割下料三種
泰耀照明煎沖下料:為常規(guī)下料工藝,一般采生煎板機及沖床下料,優(yōu)點:,運行成本低(加工成木低)缺點:邊緣不整齊有毛刺和缺角,不平整腰孔處一般有翹角現(xiàn)象,每塊法蘭之間誤差較大,一致性差,中間焊接孔一般需要人工火焰切割,度差。
等離子切割:一般采用板材離子設備進行切割下料,優(yōu)點:切割速度相對較快,邊緣及腰孔及中心孔都比較光滑,相對。缺點:加工成本相對較高,四周及開孔處都有一定的坡度,板材越厚,坡度相對越明顯。每塊法蘭的起火點(穿孔)都有一個小的豁口,有一定的刮渣,需要后期打磨處理。
泰耀照明激光下料:采用板材上激光設備進行下料,優(yōu)點:效率較高,所有的切割孔都比較光滑平整垂直,加工成本較低。缺點:前期設備投入較大,板材厚度越高,需要激光功率越大。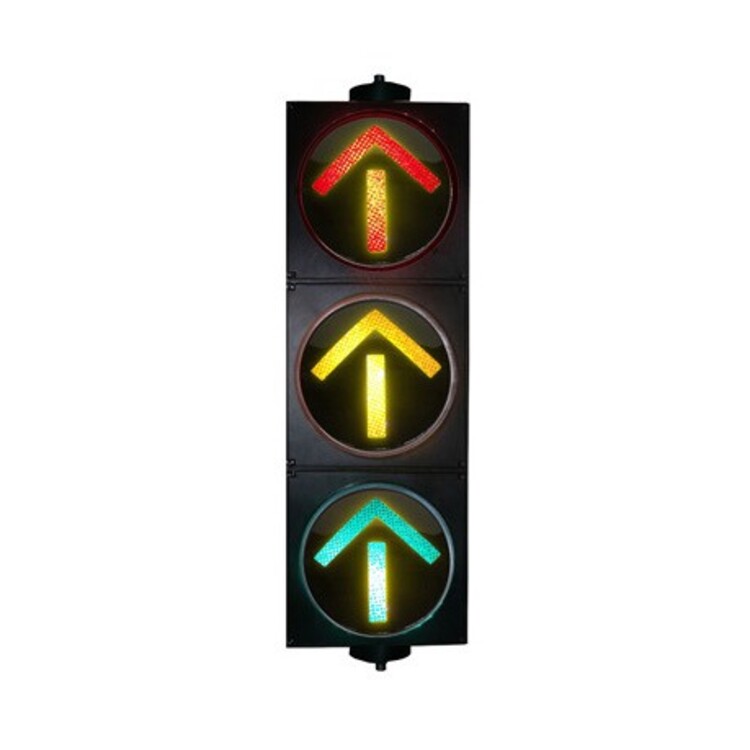
特點及性能
(1)標準:符合中華人民共和國GB14887-2006標準。
(2)外觀設計:信號燈桿所裝燈具為400×400mm紅黃綠三色高亮度像素管發(fā)光燈具(箭頭燈)像素管直徑50mm。
(3)光源:采用進口芯片四元素亮發(fā)光二極管(LED),壽命大于10萬小時
性能指標
額定功率:¢400 mm單燈額定功率小于或等于15W。
額定電壓:AC176=264V,50HZ。
發(fā)光強度:紅928CD,黃714CD,綠989CD 光源壽命:大于10萬小時。
可視角度:大于30度
可視距離:¢400 mm信號燈≥500m
外殼防護等級:≥IP53
耐溫:-40℃~+75℃
絕緣電阻:大于500MΩ
介電強度:耐壓1440VAC
防塵:符合GB14887-2006標準
抗振動:符合GB14887-2006標準
抗風壓:145KM/H
交通指揮燈是非裔美國人加萊特摩根在1923年發(fā)明的。此前,鐵路交通已經(jīng)使用自動轉換的燈光信號有一段時間了。但是由于火車是按固定的時刻表以單列方式運行的,而且火車要停下來不是很容易,因此鐵路上使用的信號只有一種命令:通行。公路交通的紅綠燈則不一樣,它的職責在很大程度上是要告訴汽車司機把車輛停下來。